
Application Notes : kSA BandiT -Temperature Calibration
Version: 1.0
- kSA BandiT Temperature Calibration
- Calibration Setup
- Calibration Curves
- Temperature Verification Using RHEED
- Summary
kSA BandiT Temperature Calibration
Introduction
The kSA BandiT temperature monitor utilizes the temperature-dependent absorption edge of semiconductor materials to determine substrate temperature1. The absorption edge position is directly related to the band gap energy of the material, which, in turn, is temperature dependent. While both empirical and theoretical equations exist for band gap dependence on temperature for most materials of interest, in practice these equations do not consider doping effects, scattering, and instrument response. As a result, it is much more accurate to generate experimental calibration curves or lookup tables that map a measured absorption edge wavelength to a previously calibrated temperature value. This document discusses the procedure for calibrating kSA BandiT systems for absolute temperature measurement, and discusses independent confirmation of the calibration using known RHEED (Reflection High Energy Electron Diffraction) transition temperatures on (100) GaAs substrates.
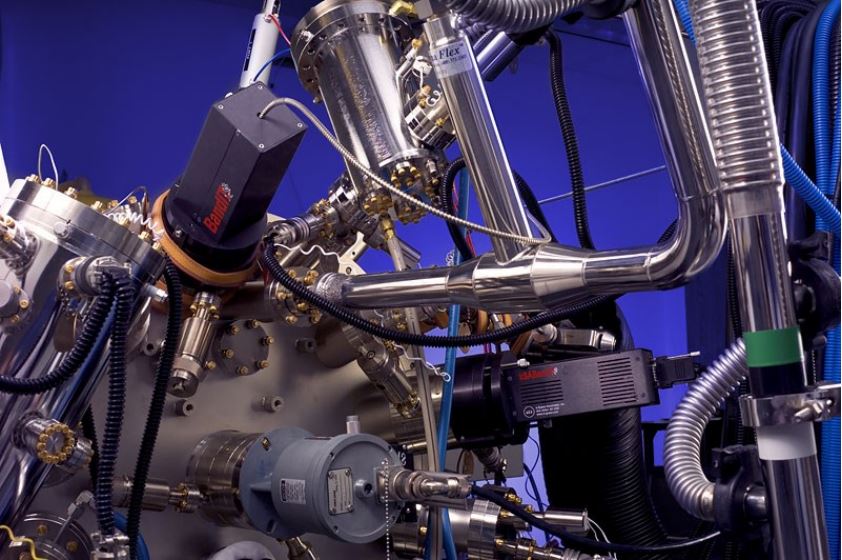
Figure 1: kSA BandiT detector (left) and light source (right) on Veeco Gen III MBE reactor.
Calibration Setup
Substrates are calibrated for temperature dependence at
k-Space by using thin (0.076mm) Type-C thermocouples (W5% Re95% – W26% Re74%) in direct contact with the substrate surface. The thermocouples (TCs) are pressure mounted between microscope float glass and the wafer surface using molybdenum tension clips, as shown in
figure 2.
Behind the wafer, a PBN disk is used for thermal uniformity as well as to aid in diffuse scattering. The float glass sits in the recess of a custom machined molybdenum holder. Dual thermocouples are used to check temperature accuracy. The entire wafer assembly is placed in a high vacuum chamber, and the sample is heated radiatively using traditional vacuum heater stage technology.
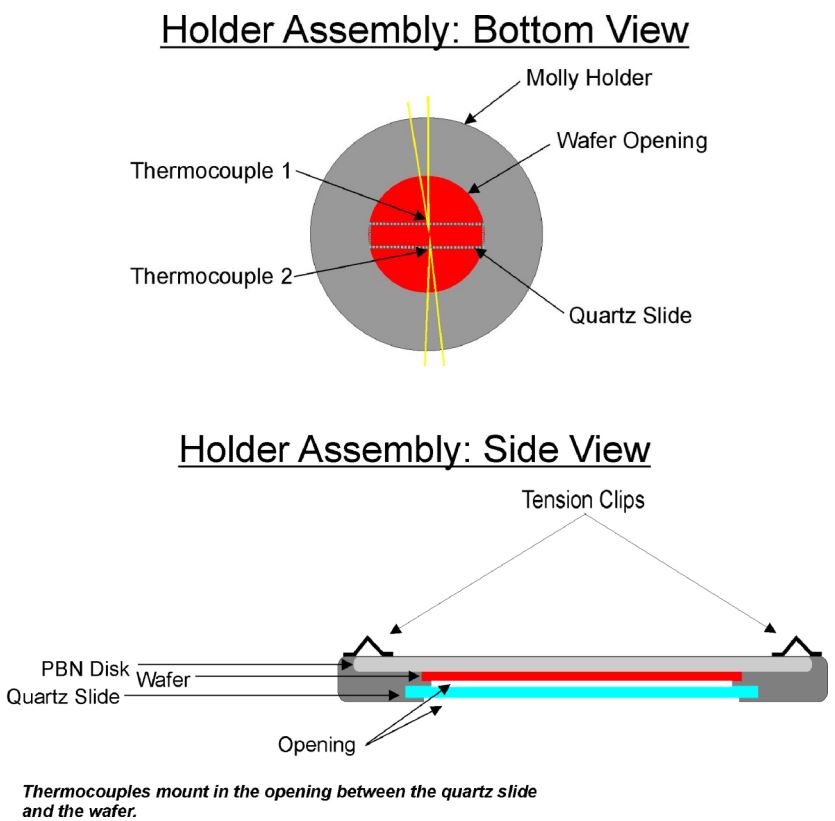
Figure 2: Schematic of substrate/TC holder assembly used to calibrate substrates for kSA BandiT.
Thermocouple Calibration
Type-C thermocouples are typically listed to have an accuracy of 1% of the temperature value being read (for temperatures above ~ 430°C). However, we have found in practice that Type-C thermocouples can be significantly in error, up to 55°C in some cases.
As a result, we calibrate our thermocouples using Aluminum-Silicon (Al-Si) eutectics, which are Si wafers coated with a thin (~2000Å) Al layer. Al-Si eutectics have a very sharp melting point at 577°C. The melting point can be accurately measured using laser reflectivity. We use our kSA RateRat Pro system to monitor the transition. When calibrating the TC to the Al-Si eutectic, the TC is on a small area of the wafer where the Al has been etched away. This prevents shorting of the TC. The TC is 2-3mm from the metallized area where the laser beam is probing the surface reflectivity. Typical data is shown in figure 3. Using the 577°C value and a room temperature calibration, we then perform a two point linear calibration of our Type-C thermocouples with a Eurotherm temperature controller.
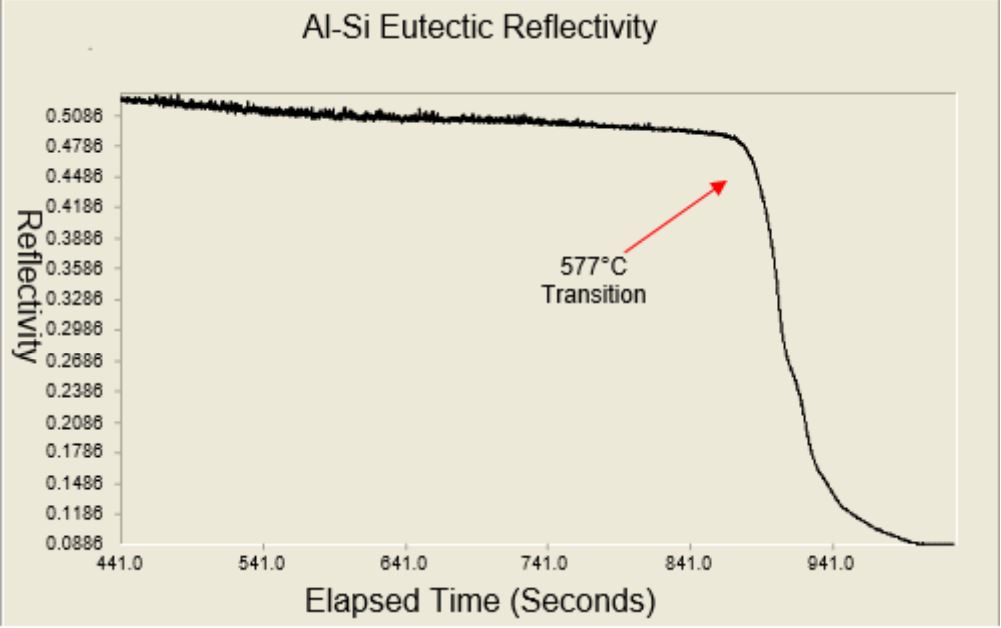
Figure 3: Reflectivity monitoring using kSA RateRat Pro reflectivity system. The Al-Si melting point at 577°C is revealed by a sharp drop in the measured reflectivity.
Calibration Curves
Calibration curves are obtained by continuously acquiring BandiT spectra data during a constant ramp of TC temperature from room temperature thru an upper limit temperature dictated by the substrate material. We acquire the bandit spectra in reflection mode. The BandiT lamp power is typically set to 5% (minimum power) to minimize sample heating and maximize light signal from the heater, thereby emulating typical reactor conditions. The BandiT light source is at normal incidence to the sample surface, and the BandiT detector is at a 30° angle with respect to the normal of the sample surface.
Ramp rates are typically 0.2°C/sec, with the PID control handled via the Eurotherm controller. A typical calibration run is shown in figure 4 below. Note that this chart shows all spectra taken during the run: traversing from left to right across the chart, the temperature of the substrate is increasing from room temperature through 650°C for the data shown here. Note that at the higher temperatures, the black body radiation begins to be visible just below the absorption edge (i.e. just above the band gap).
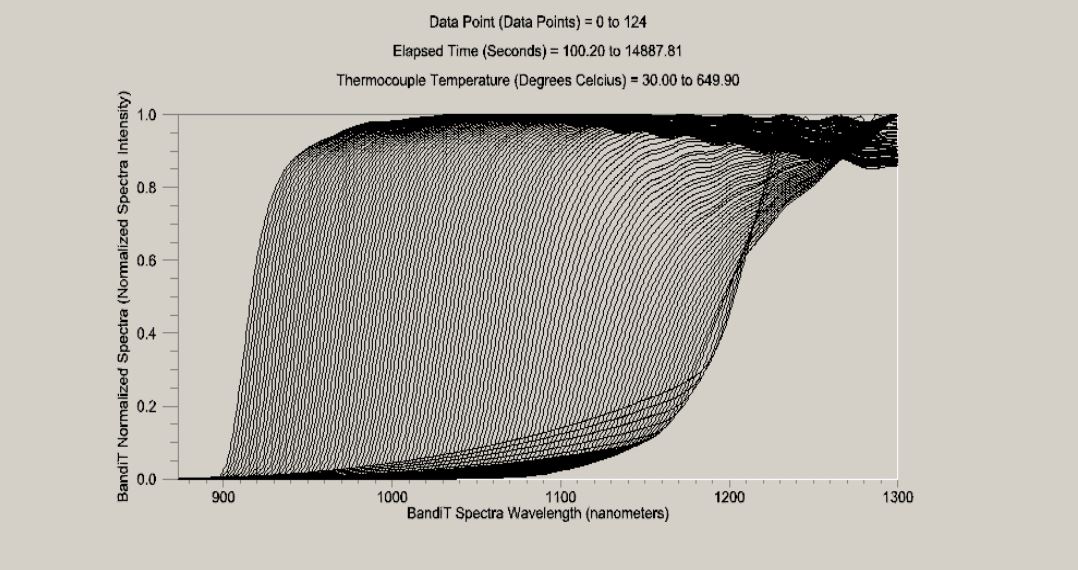
Figure 4: Series of absorption spectra superimposed during the temperature ramp of a GaAs substrate from room temperature through 650°C.
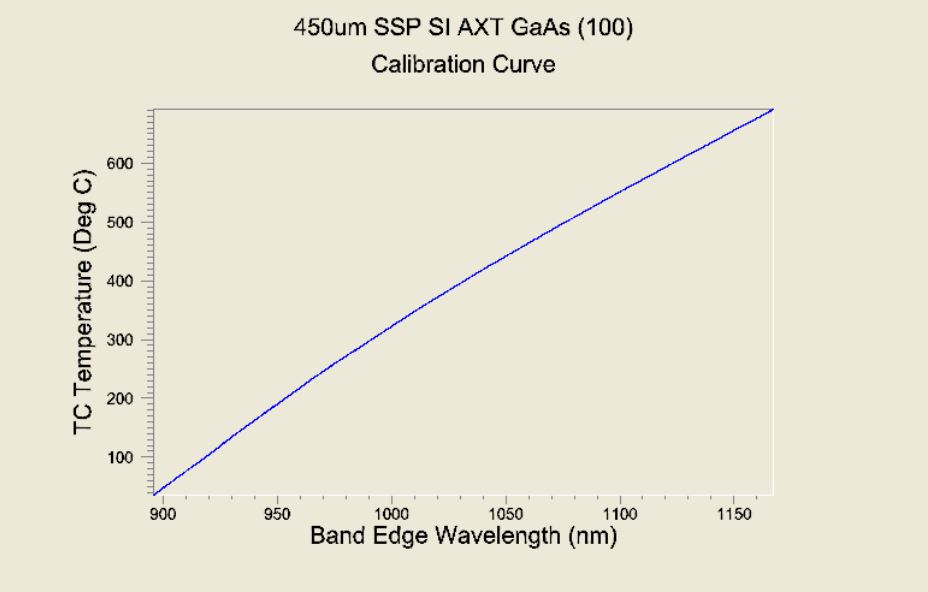
Figure 5: Calibration curve for GaAs (100) substrate, generated by fitting each absorption spectra acquired as a function of TC temperature.
For each spectra acquisition shown above, the absorption edge is fit using the BandiT software, and the fit is extrapolated to the x-axis, defining a band edge wavelength for each TC temperature measured. A calibration data set plotting TC temperature as a function of band edge wavelength is then generated, as shown in figure 5 above.
Finally, from the calibration curve shown in figure 5, a polynomial fit to the data is performed. Typically a 3rd order polynomial fit is used, as shown in the figure below. Note the red line is the fit, and the blue line is the original data.
This polynomial fit is then used to calculate the substrate temperature from the measured band edge wavelength. The polynomial fit data is stored in the kSA BandiT software, under the Substrate Materials Setup section, as shown in figure 7.
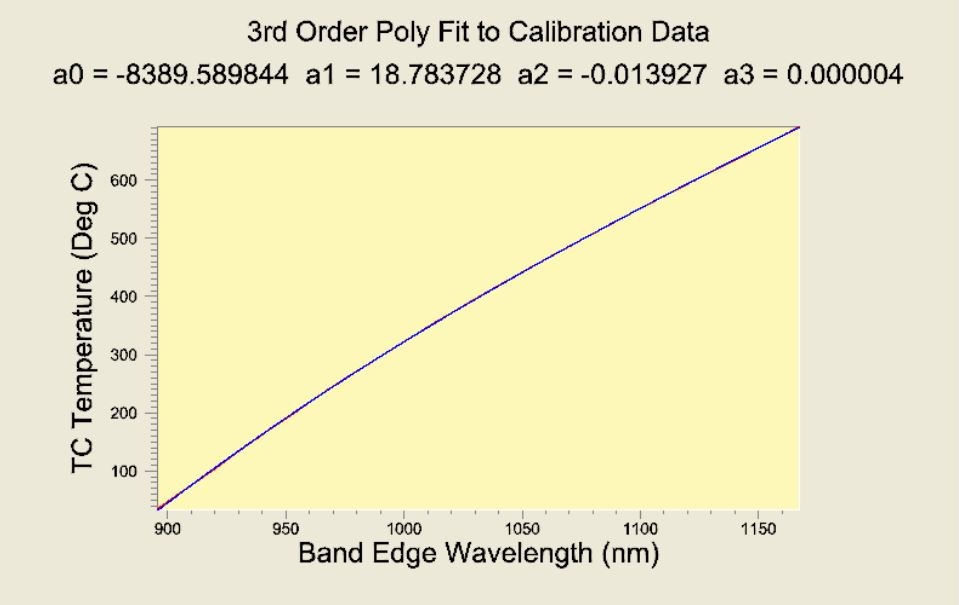
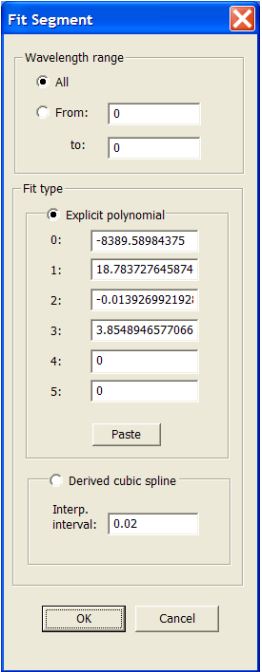
Figure 6 (above): 3rd order polynomial fit (red line) to calibration data (blue line). The polynomial fit is used for subsequent substrate temperature determination.
Figure 7 (left): Polynomial fit coefficients stored in kSA BandiT software.
Temperature Verification Using RHEED
As an independent verification of the BandiT temperature calibration method described above, we have used BandiT to measure the temperature of a GaAs (100) substrate during both the oxide desorption temperature and the 2x-4x reconstruction transition. These experiments are described below. Note that the kSA 400 analytical RHEED system was used to monitor and record the diffraction patterns for these experiments. The data shown here was carried out on a Veeco Gen III MBE reactor2.
GaAs (100) Oxide Desorption
It is common practice in arsenide MBE to desorb the inherent oxygen surface on GaAs (100) substrates by ramping up the substrate temperature under an arsenic overpressure. While the temperature at which desorption occurs depends upon the thickness of the oxide over layer, the age of the wafer, the wafer vendor, and other parameters, it is generally accepted that the desorption temperature occurs between 580°C and 620°C.
The desorption temperature is relatively easy to see using RHEED. For the data shown here, the substrate was subjected to an As4 overpressure. Before desorption occurs, the pattern is relatively diffuse and sharp streaks are not observed, as shown in Figure 8 below. Note that it is usually easiest to monitor desorption by looking along one of the [110] directions. As the oxide begins to desorb, the pattern becomes sharper, as shown in figure 9. The change in pattern shown here is where the desorb temperature is defined. Figure 10 shows a sharp pattern after going through the desorption temperature and continuing to increase the temperature to about 600°C. Note also the appearance of a weak 2x reconstruction in Figure 10.
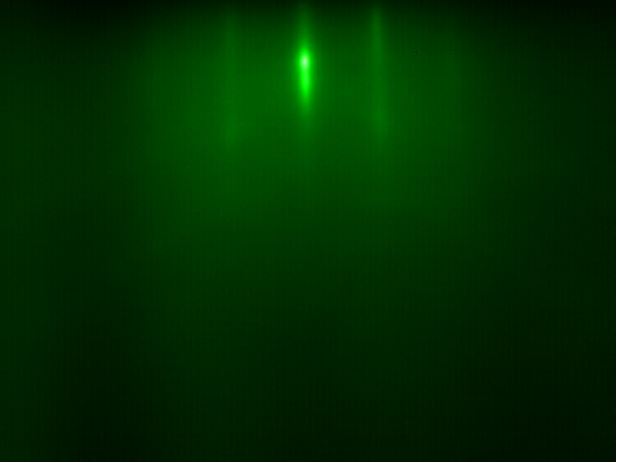
Figure 8: GaAs (100) RHEED pattern along [110] direction
(before oxide desorption).
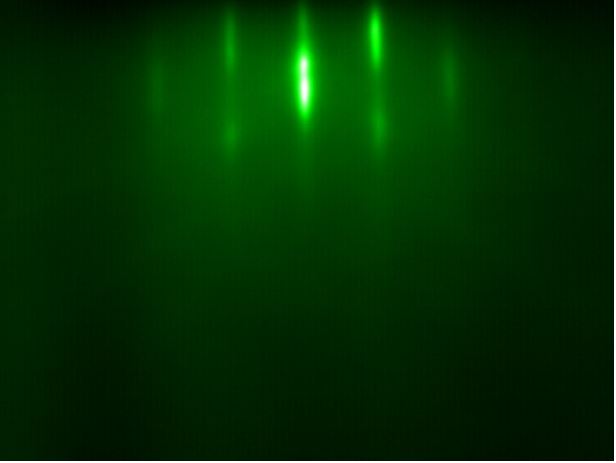
Figure 9: Onset of oxide desorption.
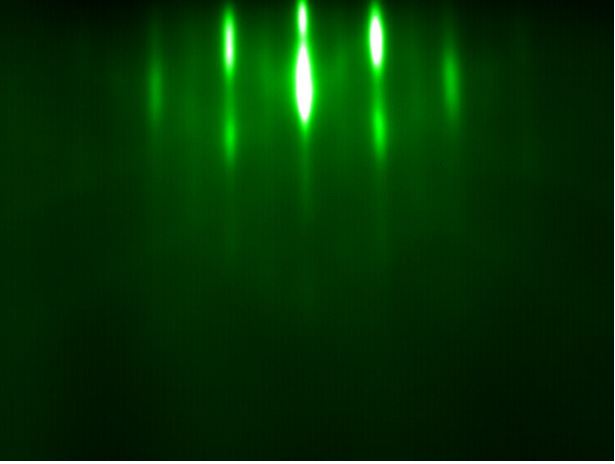
Figure 10: After desorption and raising temperature to 600°C.
We have monitored the transition described above with BandiT, using a 450 µm SSP SI AXT GaAs (100) substrate. We consistently see the transition occur at 585-587°C, as measured with BandiT. Note at these temperatures we can turn off the BandiT light source, as there is ample light supplied by the heater filament for accurate band edge measurement. Note also that there is no difference in temperature measurement, whether the BandiT light source is on or off.
GaAs (100) 2x-4x Reconstruction Transition
A more accurate verification of temperature is to monitor the transition from a 2x to a 4x reconstruction along the [-110] direction of the GaAs (100) surface. This transition corresponds to converting the GaAs surface from As terminated to Ga terminated. The temperature at which this transition occurs is arsenic overpressure dependent. Under Langmuir conditions, i.e. under conditions of no measurable arsenic overpressure, the transition occurs in the range of 580°C-590°C.
Proper Conditions for Observing the Transition
Usually, the surface of an epi-ready substrate does not provide a good enough RHEED pattern after oxide desorption to permit the 2x-4x transition to be reliably observed. In order to smooth the surface, A thin (400 – 500Å) GaAs buffer layer must first be grown. After the buffer layer is deposited the substrate temperature may be dropped to 500 – 520°C, and the As background in the chamber must be reduced to the low 10-9 torr range or below. If a valved As source is being used, this is relatively straightforward, and requires only closing the As valve and shutter, and waiting for the pressure to drop. This will take anywhere from 0.5 – 2 hours, depending on how much As was introduced into the chamber, and what pumps are on the chamber. Sometimes turning on a Ti sublimation pump for a few minutes can speed this up. (It is important to close the As shutter as well as the valve, since H2 escaping from the closed valve and/or As coming off the cryopanels near the cracking zone can affect the observed transition).
In the case where a non-valved As source is used, along with closing the shutter, the As source temperature must be dropped well below the normal operating temperature, since the use of a shutter alone will not reduce the As flux enough to enable reproducible observation of this transition. Ref. 3 shows that an As flux of only ~1×10-8 torr will raise the transition temperature by ~30 – 40o°C. Closing the As shutter while leaving the source hot generally reduces the As flux by ~2 orders of magnitude. As a result, even if the As source is generating a relatively low As pressure of ~1×10-6 torr, just closing the shutter will still permit enough As to reach the substrate surface to skew the results.
Keep in mind that the appearance of the 4x pattern means that the GaAs surface is now Ga terminated. It can be safely left in this state for a few minutes, and then returned to the As terminated state by exposing it to only a very small As flux (~1×10-8 torr is more than sufficient). If left at this temperature with no As flux for more than a few minutes, Ga droplets will begin to form, and the surface will be irreversibly damaged.
Monitoring the Transition With RHEED
Once the arsenic has been removed, the substrate temperature is ramped up to approximately 550°C. From this temperature, the ramp-up must be slow and deliberate in order to properly see the onset of the transition. Again, the electron beam should be along the [-110] direction. At temperatures above 500°C, the pattern is actually not a 2x reconstruction, but a weak 3x reconstruction, as shown in figure 11 below.
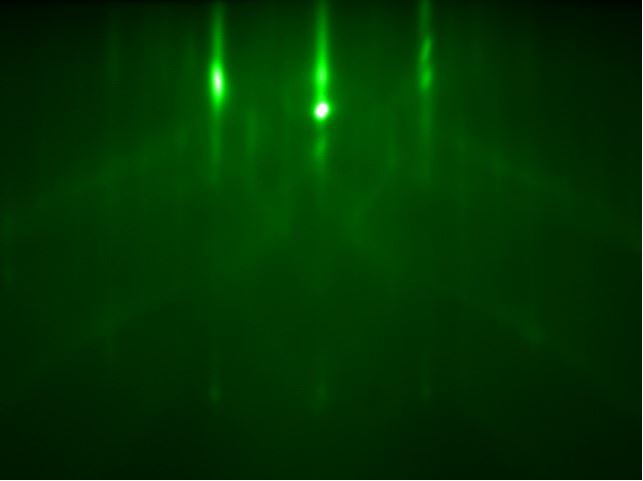
Figure 11: Weak 3x reconstruction for GaAs (100) surface along [-110] direction,
before the 4x transition. BandiT temperature is ~ 560°C for this image.
The 4x transition is shown in Figure 12 below. For the run shown here, BandiT measured a temperature of 581°C at the onset of the 4x transition. If you are using a valved As source, you can repeat this transition without dropping the substrate temperature by opening the As source shutter, then slightly opening the valve, so that the pattern converts back to the 3x and then the 2x pattern. Close the valve and the shutter as soon as the 2x pattern is observed.
If you would like to see a movie of the 2x-4x transition and the cycling of the pattern using the As source, please refer to our website: www.k-space.com. Under the kSA 400 product section, a movie that was acquired using the kSA 400 system may be run showing the progression of this transition.
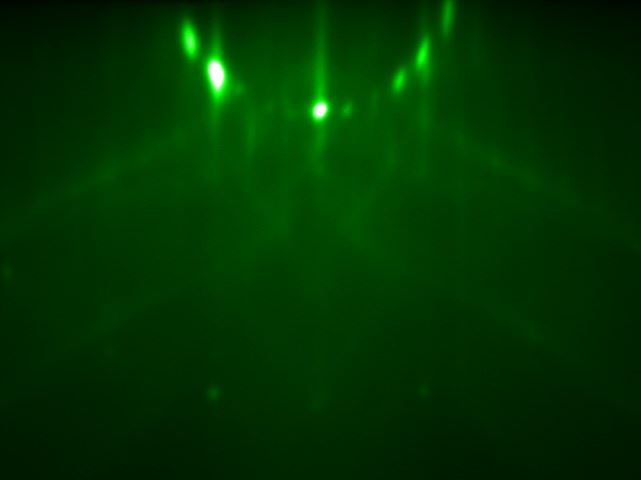
Figure 12: 4x reconstruction for GaAs (100) surface along
[-110] direction. BandiT measured a temperature of 581°C
at the onset of this transition.
Summary
Summary
kSA BandiT calibration files are generated using Type-C thermocouples directly mounted to the substrate to be calibrated. The thermocouples, in turn, are calibrated using a two-point calibration: room temperature and the 577°C Al-Si eutectic melting point. BandiT spectra are then acquired as a function of TC temperature in a vacuum chamber using a standard radiative-heating substrate stage. The BandiT spectra are processed, and a TC temperature vs. band edge wavelength calibration curve is generated. A 3rd order polynomial fit is made to the calibration data, and this fit is used for subsequent temperature measurement.
We have independently verified the absolute temperature measurement of BandiT using the well-documented GaAs (100) oxide desorption and 2x – 4x reconstruction transition. BandiT measured 587°C for the oxide desorb temperature and 581°C for the 2x-4x transition.
1 M.K. Weilmeier et al, Can. J. Phys. 69, 422 (1991), C. Lavoie et al, J.V.S.T. A 10, 930 (1992).
2 Gen III at Picometrix, Inc. The RHEED studies were performed in collaboration with Dr. Robert Sacks, Director of MBE, Picometrix.
3 L.P. Ramberg et al, J.V.S.T B 5, 1654 (1987).
